As the lightest engineering metal material, magnesium alloy is known as “21st century green engineering material”. It has the advantages of high strength, good impact resistance, good heat dissipation, good dimensional stability, and large elastic modulus, and its ability to withstand impact loads is stronger than that of aluminum alloys.
Casting magnesium alloy has the characteristics of high specific strength, high specific stiffness, large vibration damping ability, stable performance of gasoline, kerosene and lubricating oil. These characteristics make magnesium alloys have a wide range of application prospects, such as transportation, electronic industry, military industry and so on. Especially in aerospace, rail transit, electronic products, biomedicine, bicycles, architectural decoration and other fields, it has broad application prospects and has become one of the development directions of new materials in the future.
Magnesium powder is easy to burn and can cause an explosion when suspended in the air. All possible measures should be taken to ensure proper collection and disposal of magnesium powder.
During dry grinding of magnesium alloy parts, magnesium slag must be removed from the work area immediately with a well-designed wet vacuum system. The connection between the vacuum cleaner and the grinder should be short and straight, the vacuum cleaner should be kept clean, and the exhaust should be placed outside. Magnesium slag in the vacuum cleaner should be cleaned in time to prevent excessive accumulation. Magnesium slag should be stored in water before treatment.
Keeping the working environment clean and tidy at all times is the key to ensuring safe grinding of magnesium alloy parts. The connecting pipes between the grinding wheel and the vacuum cleaner must be checked and cleaned at least once a day, and the entire vacuum system must be thoroughly cleaned at least once a month. Do not allow magnesium dust to collect on seats, windows, pipes and other horizontal surfaces.
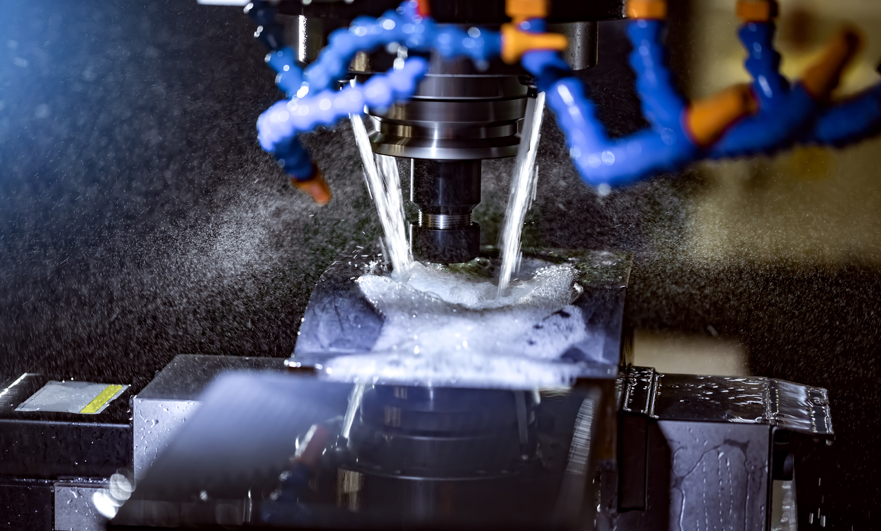
Magnesium CNC machining is usually carried out without any coolant. If it is necessary to use a coolant, a light mineral oil will suffice. Do not use water-based coolants due to the risk of any reaction with the chips during storage.
For magnesium CNC machining, it is best to use a high speed tool or a carbide tipped tool. It is important to keep the tool sharp to avoid excessive heat. The experience with diamond tools is good, but the cost is relatively high. It is necessary to store mechanical products in dry conditions and additional protection is required when there is a chance of condensation. Machines should be kept clean and turntables should be stored in steel boxes.
Magnesium products are not easy to ignite. Magnesium must be heated to its melting point, which is nearly impossible during normal CNC machining. Chips can ignite, but precautions should avoid this risk.
Magnesium dust appears to be so little, yet is highly flammable, and these precautions are necessary to minimize these risks:
Dry process or use light mineral oil
keep knives sharp
Chips are sent periodically and stored in a steel closed container.
Make sure you have the right fire extinguisher available
High-speed automatic CNC machining with compressed air during chip production
In the event of a fire, the dry spin will burn slowly and evenly. Do not quench magnesium with water, as burning magnesium will break down water to form hydrogen that ignites easily.
Potassium chloride fire extinguishing agent is the best fire extinguisher, other common fire extinguishers such as cast iron swing and dry sand.
Influence of Magnesium Alloys on Machinability
Impact on chip formation
The type of tip formed during CNC machining is related to material composition, part shape, alloy condition and feed rate. When single-edged tools are used in magnesium alloy turning, boring, planing and milling, the chips produced can be divided into three categories.
At higher feed ratios, coarse chips with good fracture are formed.
At moderate feed rates, chips of short length and good chip breaking are formed.
Long bending chips are formed at low feed rates.
Effect on Distortion
Magnesium has high specific heat and good thermal conductivity, the heat generated by friction quickly diffuses to various parts of the part, and magnesium alloys are not exposed to high temperatures during the cutting process. However, at high cutting speeds and high feeds, the heat generated by the part is also high, which can deform due to excessive temperature.
Effect on Thermal Expansion
If the dimensional tolerance of the finished product is strict, the factors affecting the thermal expansion coefficient of magnesium should be considered in the design. If a large amount of heat is generated under the above CNC machining conditions, it may affect the CNC machining accuracy of the part. The thermal expansion coefficient of magnesium is slightly higher than that of aluminum and significantly higher than that of steel. 26.6~27.4 μm/m°C in the range of 200°C.
Effect on cold deformation
During CNC machining, magnesium alloy parts are rarely deformed or deformed by cold deformation. However, if the tool becomes too blunt, it will slow down the feed rate, causing distortion and warping if the tool stalls during CNC machining.